致力于打造具有各行业属性的激光设备
Committed to creating laser equipment with attributes of variou
热线电话:
158-2042-3006
Committed to creating laser equipment with attributes of variou
热线电话:
158-2042-3006
电 话:0755-36976853
传 真:0755-89970677
手 机:158-2042-3006 罗小姐
邮 箱:SZ@cmlaser88.com
网 址:thefiberfest.com
地 址:深圳市宝安区沙井街道新玉路亚洲城游戏官方晟高新技园B栋4楼

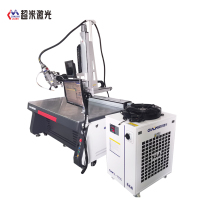
激光器的优势
激光焊接机与传统的电弧焊接工艺相比,激光束接缝有很多好处:
小区域内选择性的能量应用:降低热应力和减小热影响区,极低的畸变。
接合缝窄、表面平滑:降低甚至消灭再加工。
高强度与低焊接体积结合:激光焊接后的工件可以经受弯曲或者液压成形。
易于集成:可与其他生产操作结合,例如对准或者弯曲。
接缝只有一边需要接近。
高工艺速度缩短加工时间。
特别适用于自动化技术。
良好的程序控制:机床控制和传感器系统检测工艺参数并保证质量。
激光束可以不接触工件表面或者不对工件施加力的情况下产生焊点。
焊接和钎焊金属

热传导焊接中,表面被熔化
激光束可以在金属表面连接工件或者产生深焊缝,也可以和传统的焊接方法相结合或用作钎焊。
1.热传导焊接
热传导焊接中,激光束沿着共同的接缝熔化相配零件,熔融材料流到一起并凝固,产生一个不需要任何额外研磨或精加工的平滑、圆形的焊缝。

深熔焊产生一个充满蒸气的孔,或者叫小孔效应
热传导焊接深度范围在仅仅几十分之一毫米到一毫米。金属的热导率限制了焊接深度,焊接点的宽度总是大于它的深度。
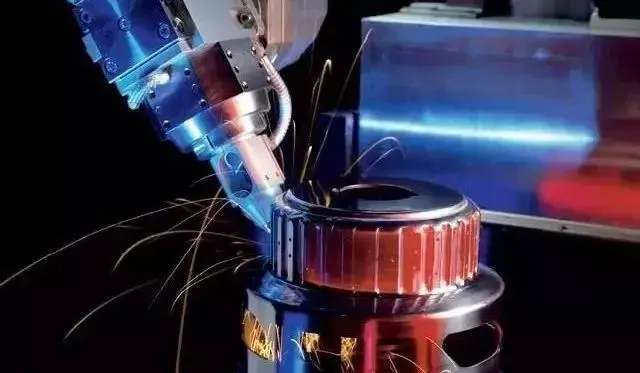
变速器部件的深熔焊
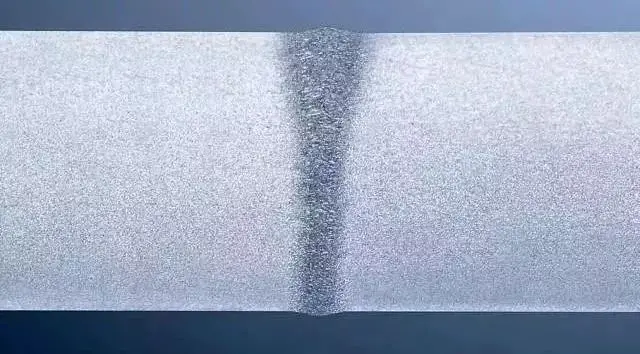
显微镜下观察到的激光焊接横截面
如果热量不能迅速地散去,加工温度就会上升到气化温度以上,金属蒸气形成,焊接深度急剧增加,工艺变成了深熔焊。
2.深熔焊
深熔焊需要大约 1 MW/cm2的极高功率密度。激光束熔化金属的同时产生蒸气,蒸气在熔融金属上施加压力并部分取代它,同时,材料继续熔化,产生一个深、窄、充满蒸气的孔,即小孔效应。激光束沿着焊缝前进,小孔随之移动,熔融金属环流小孔并在其轨迹内凝固,产生一个深、窄的内部结构均匀的焊接,焊接深度可能比焊接宽度的大十倍,达到25mm 或者更深。
深熔焊的特征在于高效率和快速的焊接速度,热影响区很小,畸变可控制在最小限度,常用于需要深熔焊接或者多层材料需要同时焊接的应用中。
3.活跃气体和保护气体
活跃气体和保护气体在焊接过程中辅助激光束。
活跃气体用于 CO2激光器焊接,以防止工件表面形成等离子体云阻碍激光束。
保护气体用以保护焊接表面不受环境空气影响,保护气体到工件的流动是非湍流的(层流)。
4.填充材料
填充材料通常以丝或者粉末添加到要被连接的点上。其作用:
1. 填补过宽或不规则的缝隙,减少接缝准备所需的工作量。
2. 填充物以特定形式的成分添加到熔融金属上从而改变材料的焊接适用性、强度、耐久性和抗腐蚀性等。
5.复合焊接技术
复合焊接技术是指激光焊接和其他焊接方法相结合的工艺。可兼容的工艺是 MIG(惰性气体保护焊)或者 MAG(活性气体保护焊)焊接,TIG(钨极惰性气体焊接)或者等离子体焊接。复合焊接技术比单独的 MIG 焊接更快、零件变形更少。
6.激光钎焊
激光钎焊中,相配零件通过填充材料或者钎料连接在一起。钎料的熔化温度低于母材的熔化温度,在钎焊过程中只有钎料被熔化,相配零件仅被加热。钎料熔化流入到零件之间的缺口并与工件表面结合(扩散结合)。
钎焊接头强度和焊料材料一样,接缝表面平滑清洁,无需精加工,常用于汽车车身加工,比如后备箱盖或者车顶。
手机:158-2042-3006
电话:0755-36976853
邮箱:sz@cmlaser88.com
地址:深圳市宝安区新桥街道新玉路亚洲城游戏官方晟高新科技园B栋4楼
添加微信号 |
添加微信号 |
销售一部:(袁先生)
138-2351-8896
销售二部:(罗小姐)
158-2042-3006